Pengertian Proses Pengelasan FCAW Flux Cored Arc Welding Adalah sebuah proses pengelasan yang menggunakan sumber panas yang berasal dari energi listrik yang dikonversi menjadi sumber panas pada busur listrik.
Pada pengelasan FCAW ini jenis pelindung yang digunakan adalah flux atau serbuk yang berada di inti kawat las (kawat las digulung dalam sebuah roll). Selain flux, FCAW juga menggunakan gas pelindung untuk melindungi logam las yang mencair saat proses pengelasan berlangsung.
Pengelasan FCAW (Flux Core Arc Welding) mempunyai dua tipe yang dibedakan menurut jenis perlindungan yang digunakan yaitu Self Shielding dan Gas Shielding. Self Shielding FCAW adalah proses pengelasan FCAW yang menggunakan flux yang berada di inti kawat las untuk melindungi logam las saat mencair. Sedangkan Gas Shielding FCAW adalah proses pengelasan FCAW yang menggunakan flux dan tambahan gas yang berasal dari luar sistem atau gas dari tabung.
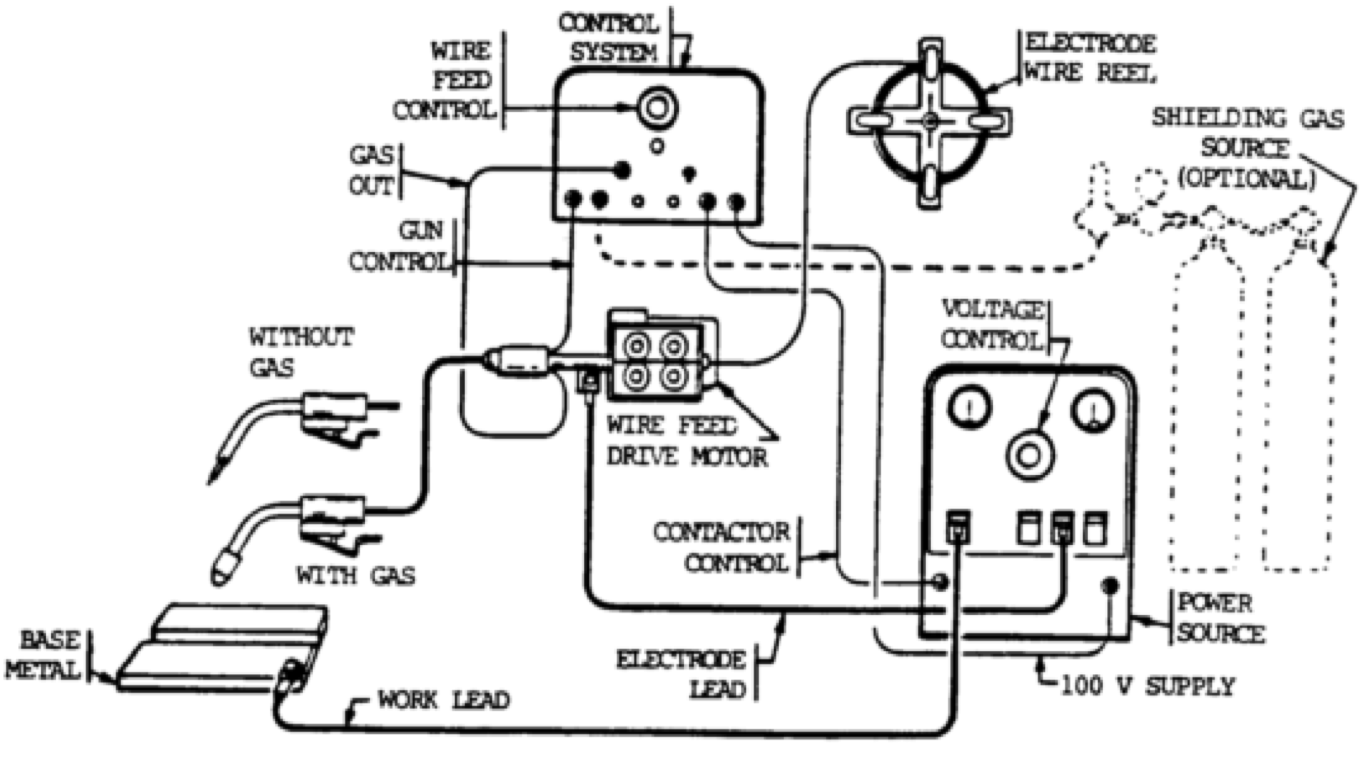
Peralatan Skema Proses dan Mesin Las FCAW :
Daftar Isi
Berikut detail mengenai proses pengelasan FCAW yang admin pengelasan.net yang kami rangkum dari berbagai sumber.
Peralatan Mesin Las FCAW :
Dalam penggunaannya Anda harus paham tentang bagian-bagian mesin las FCAW, berikut ini bagian dan fungsinya.
- Wire Feeder.
Berfungsi untuk menarik kawat las dan mengeluarkannya melalui welding gun, pada proses ini kawat las dapat dikeluarkan secara terus menerus sampai proses pengelasan selesai. - Work Lead.
Berfungsi untuk menghubungkan kabel masa dari mesin ke benda kerja. - Welding gun.
Berfungsi untuk melakukan proses pengelasan yang merupakan tempat keluarnya kawat las dan gas pelindung. - Ampere dan Volt kontrol.
Berfungsi untuk mengontrol besar kecilnya ampere dan voltase, biasanya pengontrol ini terdapat pada mesin las atau di wire feeder. - Tabung gas.
Berfungsi untuk menyimpan gas pelindung yang digunakan sebagai gas pelindung saat proses pengelasan berlangsung. Berikut gambar skema proses pengelasan FCAW :

Klasifikasi Elektroda Kawat Las FCAW :

Pengertian E70T-1 adalah:
- E adalah simbol elektroda atau kawat las.
- 7 adalah kekuata tarik minimum dari kawat las tersebut yaitu dikali 10.000 psi.
- 0 adalah posisi pengelasan yang berarti untuk posisi Flat dan Horizontal, namun jika diganti 1 maka dapat digunakan untuk semua posisi.
- T adalah Simbol dari bentuk elektroda tersebut yaitu Tubular, karena pada proses Pengelasan FCAW bentuk kawat lasnya adalah tubular karena ada flux di dalam kawat las.
- 1 adalah tipe gas dan performa dari kawat las, berikut ini beberapa tipe gas beserta kodenya.

Aplikasi Proses Las FCAW :
- Baja karbon (carbon steel)
- Pengerasan & pelapisan permukaan (Steel hard facing and cladding)
- Baja tahan karat (Stainless steel), namun sangat jarang.
- Besi tuang (Cast Iron)
- Baja karbon Alloy rendah (Low alloy carbon steel)
- Las titik baja tipis (Sheet steel spot welding)
Baca juga : Pengertian Las SMAW adalah
Tipe Las FCAW :
- FCAW SS.
Kepanjangan FCAW SS adalah Flux Core Arc Welding Self Shielding, artinya saat proses pengelasan jenis pelindung yang digunakan hanya flux yang berada pada dalam kawat las tanpa menggunakan gas pelindung. - FCAW GS.
Kepanjangan FCAW GS adalah Flux Core Arc Welding Gas Shielding, artinya selain menggunakan pelindung berupa fluks yang ada di dalam kawat las, saat proses pengelasan juga menggunakan tambahan pelindung berupa gas. Biasanya gas CO2 yang digunakan dalam pengelasan baja karbon.
Perbedaan FCAW dan GMAW :
Kedua jenis proses pengelasan ini menggunakan mesin yang sama, namun terdapat beebrapa perbedaan yaitu :
- Jenis Filler Metal.
Untuk GMAW jenis filler metal yang digunakan adalah pejal atau Solid, sedangkan untuk FCAW adalah Tubular atau dalam dari kawat lasnya berongga terdapat fluks. - Jenis Gas Pelindung.
Dalam aplikasinya, GMAW terbagi menjadi 2 yaitu MIG untuk jenis gas pelindung Inert (Gas Argon dan Helium) dan MAG untuk jenis gas (CO2). Sedangkan untuk FCAW hanya menggunakan gas CO2 dalam proses pengelasan. - Hasil Pengelasan.
Setelah proses pengelasan FCAW menghasilkan kerak las atau slag, sedangkan untuk GMAW tidak menghasilkan slag. Hal ini dikarenakan FCAW terdapat fluks sebagai pelindung dalam filler metalnya sedangkan GMAW hanya menggunakan gas sebagai pelindung. - Aplikasinya.
FCAW sangat jarang dijumpai bahkan tidak ada untuk mengelas aluminium, sedangkan GMAW untuk gas pelindung Argon dan Helium digunakan untuk mengelas Aluminium.
Kelebihan dan Kekurangan Las FCAW :
Kelebihan Proses Las Flux Core Arc Welding:
- Proses pengelasan lebih cepat dibandingkan dengan SMAW, karena pada FCAW tidak perlu sering mengganti kawat las karena sudah dalam bentuk wire roll yang panjang.
- FCAW merupakan jenis mesin las yang otomatis dan semiotomatis sehingga lebih mudah digunakan.
Kekurangan Proses Las Flux Core Arc Welding:
- Karena menggunakan flux sebagai pelindung maka perlu proses pembersihan setelah proses pengelasan selesai.
- Terkadang akan muncul cacat porositi atau lubang lubang kecil jika terkena hembusan angin yang mencapai kecepatan 5 mph.
- Dari segi harga memang mesin las FCAW cukup mahal untuk usaha kecil menengah.
Itulah Teori Pengertian Pengelasan FCAW, semoga artikel di atas dapat menambah pengetahuan anda tentang Welding FCAW yang biasanya banyak dikerjakan di Industri baik perkapalan maupun konstruksi.



{kind=link}
Tolong sebut kan semua part dalam wirefedeer dari nozle,contantif dan sampai bagian dalam nya
ok akan kami lengkapi