
Pengertian Pengelasan SMAW Adalah – Dalam dunia Industri pastinya tidak lepas dari sebuah proses penyambungan. Baik itu untuk penyambungan dengan material kayu, baja atau material yang lainnya. Namun untuk dibidang konstruksi baja pastinya dibutuhkan proses penyambungan logam yang menggunakan mesin las, dan paling banyak digunakan adalah pengelasan busur listrik atau disebut juga las SMAW (Shield Metal Arc Welding ).
Pada Kesempatan ini pengelasan.net akan berbagi dengan Anda tentang Las SMAW secara lengkap dan rinci, berikut ini ulasannya.
Pengertian Pengelasan SMAW :
Daftar Isi
Pengertian Las SMAW adalah sebuah proses penyambungan logam yang menggunakan energi panas untuk mencairkan benda kerja dan elektroda (bahan pengisi). Energi panas pada proses pengelasan SMAW dihasilkan karena adanya lompatan ion (katoda dan anoda) listrik yang terjadi pada ujung elektroda dan permukaan material.
Pada proses pengelasan SMAW jenis pelindung yang digunakan adalah selaput flux yang terdapat pada elektroda. Flux pada elektroda SMAW berfungsi untuk melindungi logam las yang mencair saat proses pengelasan berlangsung. Fluks ini akan menjadi slag ketika sudah padat.
Jenis Mesin Las SMAW
- Mesin LAS AC.
- DC.
- AC/DC.
Pada proses las SMAW terdapat tiga tipe yaitu Mesin LAS AC, DC dan AC/DC. Semua jenis mesin las tersebut mempunyai keunggulan dan kekurangan masing masing, jika Anda memerlukan dua jenis mesin las Anda dapat membeli jenis AC/DC.
Keuntungan Mesin Las AC dibandingkan dengan DC adalah mesin las AC tidak berpengaruh terhadap output arus yang keluar pada elektroda meskipun panjang kabel las yang digunakan sangat panjang. Jika las DC semakin panjang kabelnya maka output ampernya semakin berkurang, untuk mengukurnya Anda dapat menggunakan tang ampere. Ukur pada kabel dekat dengan mesin las dan kabel pada holder elektroda.
Keuntungan Mesin Las DC dibanding Las AC adalah proses awal penyalaan lebih mudah, kemudian mesin las DC lebih bagus hasilnya jika digunakan untuk penetrasi atau pembuatan akar las.
Polaritas Las SMAW :
Pada pengelasan SMAW terdapat 3 Polaritas yaitu DCEP (Direct Current Electroda Positif) dan DCEN (Direct Current Electroda Negatif) dan AC, untuk penjelasannya dapat Anda lihat pada penjelasan berikut ini.
Direct Current Elektroda Positif.
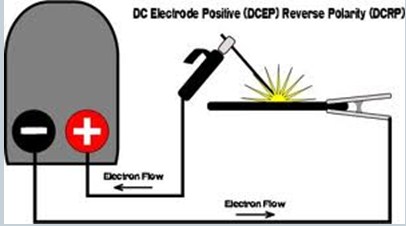
Polaritas DCEP Adalah pengelasan SMAW kutub positif dihubungkan dengan kabel yang disambungkan pada holder atau kabel elektroda. Sedangkan kutub negatif dihubungkan dengan benda kerja, Polaritas ini juga disebut dengan DCRP (Direct Current Reverse Polarity).
Direct Current Elektroda Negatif

Polaritas DCEN adalah pengelasan SMAW kutub negatif dihubungkan dengan kabel elektroda, sedangakan kutub positif dihubungkan dengan benda kerja, Polaritas ini juga disebut dengan DCSP (Direct Current Straight Polarity).
Polaritas AC
Untuk hasil pengelasan yang menggunakan polaritas AC ini penetrasinya sedang, artinya tidak sedalam DCEN dan tidak sedangkal DCEP.
Baca juga : Harga Kawat Las SMAW
Peralatan Las SMAW.
- Mesin Las.
- Kabel Massa.
- Kabel Elektroda.
- Holder Elektroda.
- Penjepit kabel massa.
- Kawat Las.
- Peralatan Pendukung:
– Helm Las.
– Palu Chipping.
– Sarung Tangan.
– Appron.
– Sepatu Safety.
– Masker.
Untuk melihat penjelasannya silahkan kunjungi peralatan las.
Perbedaan Pengelasan SMAW dengan Proses Lainnya:
- Perbedaan SMAW dan GTAW.
Perbedaannya terletak pada elektroda dan jenis pelindungnya. Pada SMAW elektroda ikut mencair karena juga berfungsi sebagai bahan tambah, sedangkan pada GTAW tidak ikut mencair karena hanya sebagai sumber busur las. Elektroda GTAW dari Tungsten, untuk bahan tambah GTAW berupa logam lainnya.
Jenis pelindung SMAW adalah Flux yang ada pada elektroda sedangkan GTAW menggunakan Gas sebagai pelindung logam cair saat proses pengelasan berlangsung. - Perbedaan Las SMAW dan FCAW.
Untuk Perbedaan SMAW dan FCAW terletak pada elektroda dan gas pelindung. Elektroda SMAW berupa stick yang dibungkus dengan Flux, sedangkan FCAW berupa wire roll (kawat yang digulung) dan fluxnya berada didalam kawat. Untuk pelindungnya SMAW hanya Flux, sedangkan FCAW bisa flux saja atau flux dengan gas.
Parameter Las SMAW:

Dalam mengelas SMAW Anda harus memperhatikan beberapa parameter las agar hasil maksimal, berikut ini parameternya :
- Arus Pengelasan.
Ampere las sangat berpengaruh terhadap hasil las, mulai dari penetrasi, lebar las dan tebal dari hasil pengelasan. Jika arus terlalu kecil maka penetrasi dangkal, namun jika terlalu besar maka material dapat jebol dan juga dapat menyebabkan daerah HAZ menjadi lebih besar. Lihat juga cara mengatur ampere mesin las. - Voltase Pengelasan.
Parameter ini hampir sama pengaruhnya dengan arus las, yaitu berpengaruh terhadap lebar lasan dan kecepatan mencairnya elektroda. - Kecepatan Pengelasan.
Travel Speed atau Kecepatan las yang benar diperlukan untuk mendapatkan hasil yang sesuai dengan syarat keberterimaan. Jika terlalu cepat maka hasil pengelasan cenderung lebih kecil, sedangkan jika terlalu lambat maka akan terlalu tebal. - Polaritas.
Untuk SMAW, polaritas DCEN hasil penetrasinya lebih dangkal dibandingkan dengan DCEP. Hal tersebut berbanding terbalik dengan pengelasan GTAW.
Keuntungan Las SMAW:
- Las SMAW dapat digunakan untuk mengelas semua posisi.
- Dapat digunakan untuk mengelas semua jenis material ferrous.
- Harga mesin lebih murah dibandingkan mesin GMAW atau SAW.
- Peralatan mudah dibawah kemana saja dan cukup ringkas.
- Dapat digunakan untuk mengelas dengan ketebalan material yang kita inginkan.
Kekurangan Mesin Las SMAW:
- Sering melakukan pemasangan Elektroda saat mengelas, karena panjang kawat las terbatas.
- Harus melakukan pembersihan slag atau kerak las setelah proses pengelasan.
- Hanya dapat digunakan mengelas jenis material Ferrous.
- Pada jenis elektroda tertentu harus dioven sebelum melakukan pengelasan.



{kind=link}
Terimakasih atas postingannya, sangat bermanfaat
Mohon berkunjung juga ke rajatanpamahkota637.blogspot.com
Daftar pustakany Apa ya kak inj
Terimakasih atas ilmu yg diberikan,bagaimna cara membuat materi untuk kenaikan grade seorang welder.trims tolong dibntu emai ifoyfly@gmail.com
Untuk materi bisa di dapat dari ASME Sec IX Pak, di sana ada syarat untuk welder test. Atau juga dari buku buku Pengelasan Pak Sri Widarto dan Hand Out yang disediakan Kemenaker.