
Las Aluminium – Aluminium merupakan salah logam non ferro atau logam yang tidak dapat berkarat dan tidak dapat dilakukan magnetisasi. Aplikasi aluminium di dunia Industri sangat banyak, mulai dibuat sebagai kerangka konstruksi atap, dibuat sebagai kapal aluminium dan produk rumahan.
Pengelasan Aluminium merupakan salah satu cara terbaik dalam menyambung atau merakit konstruksi dan produk yang terbuat dari material Al tersebut. Namun saat proses pengelasan atau penyambungan dibutuhkan skill khusus dan persiapan yang lebih dibandingkan dengan mengelas pelat baja.
Hal ini dikarenakan material aluminium mempunyai titik lebur dan lapisan pelindung yang jika bercampur dengan hasil lasan dapat menyebabkan terjadinya cacat las. Oleh karena itu setiap welder yang akan memproduksi barang dari material aluminium ini harus dilakukan sertifikasi welder. Berikut ini pengelasan.net akan berbagi dengan Anda tentang peralatan yang dibutuhkan.
Pengelasan Aluminium :
Daftar Isi

Dalam pengelasan Aluminium diperlukan pembersihan permukaan, karena pada permukaan terdapat aluminium oxide yang mempunyai titik lebur lebih tinggi dibandingkan aluminium tersebut. Sehingga Anda memerlukan peralatan untuk pembersihannya.
Peralatan Untuk Mengelas Aluminium :
- Mesin Las Tungsten Inert Gas.
- Mesin Las Metal Inert Gas.
- Gerinda.
- Regulator.
- Palu Chipping.
- Tabung Gas.
- Alat Pelindung Diri.
Helm Pengelasan, Sarung Tangan, Masker Pernafasan, Baju Bengkel, Sepatu Safety dan Appron Kulit.
Bahan :
- Filler Metal.
- Elektroda Tungsten.
- Gas Argon.
- Gas Helium.
Persiapan Pengelasan Aluminium :

Mengelas Aluminium disarankan menggunakan las listrik yang jenis perlindungannya menggunakan gas Argon. Sebagai saran untuk proses TIG lebih disarankan untuk plat tipis, sedangkan untuk Proses MIG untuk pelat tebal. Hal tersebut dikarenakan Las TIG lebih cocok digunakan untuk ampere yang rendah, sedangkan proses MIG arus pengelasan tinggi. Jika benda yang dilas cukup panjang gunakan Las MIG karena kecepatan las lebih tinggi.
- Cek kalibrasi.
Mesin las yang akan digunakan harus terkalibrasi, hal tersebut akan berpengaruh terhadap performa mesin. Jika kalibrasi mesin masih belum expired maka dapat dipastikan mesin tersebut output parameternya masih sesuai baik arus maupun voltase. - Pasang Kabel Las.
Pasang kabel las untuk elektroda dan kabel massa pada mesin dan hubungkan pada meja kerja. Untuk polaritas yang disarankan pengelasan aluminium pada TIG adalah polaritas DCEP atau elektroda positif karena ada proses cleaning atau pembersihan oleh mesin atau Anda dapat menggunakan mesin arus AC. - Persiapkan Filler metal dan Elektroda.
Pastikan elektroda dan filler metal dalam keadaan masih layak pakai. Jika terdapat korosi pada elektroda tungsten maka harus dibersihkan. Untuk pemilihan jenis elektroda dan filler metalnya harus sesuai dengan welding prosedur atau code yang digunakan.
Pada las GTAW jenis tungsten yang digunakan untuk mengelas aluminium adalah pure tungsten, untuk mengetahuinya tungsten ini ada warna hijau pada ujungnya. - Pasang Tabung Gas.
Gunakan gas Argon dengan kemurnian 99% atau dengan mix 25 % He. Tabung gas argon pastikan sudah terpasang regulator dan selang yang dihubungkan ke mesin las dan welding torch pada TIG dan welding gun pada MIG. - Setting Manometer Tekanan Kerja Gas.
Tekanan gas yang digunakan saat pengelasan adalah 14 – 20 l/menit, Anda juga dapat melakukan trial untuk melihat tekanan yang tepat. Saat percobaan jika tidak terdapat cacat las porosity atau keropos berarti tekanannya sudah tepat. - Pengaturan Arus Las.
Arus las adalah parameter utama, untuk pemilihan arus dapat menyesuaikan dengan tebal material, diameter elektroda, travel speed Anda. Jika pada proses MIG disesuaikan juga dengan kecepatan keluarnya filler metal dari wire feeder. Untuk arus las pada TIG dapat menggunakan arus 60-110 A dan untuk MIG arusnya 140-200 Ampere, atau jika ada Welding Procedure Anda dapat mengacu ke sana. - Bersihkan Aluminium.
Aluminium merupakan jenis material yang mempunyai lapisan oksida aluminium. Lapisan ini mempunyai titik lebur lebih tinggi, sehingga perlu dibersihkan. Untuk pembersihannya Anda dapat menggunakan aseton yang dioleskan pada permukaan dan sikat dengan sikat baja tahan karat. - Memakai APD.
Alat Pelindung Diri Pengelasan wajib digunakan bagi setiap welder atau tukang las, karena saat mengelas akan muncul bahaya seperti sinar las (sinar UV dan cahaya tampak), spatter, benda jatuh dan asap las sangat berbahaya. Sehingga gunakan APD dengan benar atau sesuai dengan fungsinya dan pastinya APD Anda masih layak digunakan.
Proses Pengelasan :

Jika persiapan pengelasan sudah selesai maka selanjutnya ada mengelas material. Jika Anda sudah mempunyai pengalaman dan sertifikat juru las Aluminium Anda dapat langsung mengelas, namun jika belum sebaiknya Anda melakukan latihan terlebih dahulu ke material sisa atau yang tidak digunakan, berikut tips yang baik dan benar.
- Lakukan Tack Weld.
Lakukan tack weld atau las ikat terlebih dahulu pada material yang akan sambung. Hal ini bertujuan agar nanti material tidak berubah ukuran welding gap dan kerataan kedua material ini. - Sudut Elektrode dan Filler Metal.
Pengelasan Aluminium harus dengan Teknik yang benar, agar hasilnya dapat maksimal. Terutama sudut dari elektroda atau tungsten, untuk proses TIG standar yang disarankan besar sudut 70-85 derajat. Sedangkan logam penambah atau fillernya sudutnya sekitar 45 derajat, angkat dan turunkan mendekati busur secara kontinyu agar deposit dan hasilnya bagus.
Untuk menggunakan las MIG sudut yang digunakan sama yaitu 70-85 derajat, namun yang membedakan filler metal untuk MIG sudah menjadi satu dengan elektroda karena termasuk pengelasan elektroda terumpan. - Lelehkan Material.
Agar mendapatkan hasil sambungan yang baik, maka Anda harus melelehkan materialnya terlebih dahulu. Jika material sudah leleh maka masukkan atau dekatkan bahan tambah ke busur las sampai meleleh. Jika kita kurang maksimal dalam melelehkan material maka dapat dipastikan sambungan kekuatannya rapuh, karena yang meleleh hanya filler. - Lakukan Ayunan.
Agar hasil lasan dapat mencapai ke seluruh area sambungan maka Anda dapat melakukan ayunan, untuk tipenya bisa Gerakan zig zag, melingkar atau sesuai dengan kemampuan Anda. - Dekatkan Tungsten ke Permukaan Material.
Untuk mendapatkan penetrasi atau penembusan yang baik Anda perlu mendekatkan atau menekan ujung tungsten ke permukaan benda kerja sehingga penembusan yang dihasilkan lebih dalam. - Turunkan Ampere.
Aluminium merupakan material penghantar panas yang baik, jika dilakukan pengelasan yang lama maka material ini akan semakin cepat meleleh. Oleh karena itu jika mesin Anda mempunyai pedal penurun Ampere Anda dapat menurunkannya dengan cara menginjak pedal tersebut. - Lakukan Pengelasan Interminten.
Jika jenis produk Anda tidak memerlukan pengelasan yang kontinyu maka Anda dapat menggunakan jenis pengelasan interminten atau putus putus untuk menghindari pemanasan yang berlebih pada material.
Setelah Proses Pengelasan :
Setelah selesai mengelas bersihkan permukaan dari spatter atau percikan las dan kotoran bekas pengelasan. Membersihkannya dapat menggunakan sikat baja tahan karat atau dengan wire brush tahan karat.
Klasifikasi Aluminium :
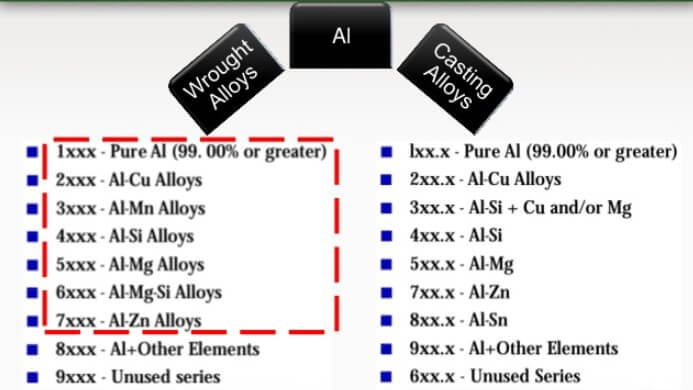
Klasifikasi aluminium terbagi menjadi 2 yaitu paduan aluminium tempa dan cor. Untuk aluminium tempa terbagi menjadi 8 seri paduan sedangkan yang cor menjadi 9 seri dengan aplikasi yang berbeda beda. Untuk pengkodeannya dilambangkan dengan empat angka. Nomor pertama menandakan kelompok paduan unsur utamanya. Berikut seri paduan aluminium tempa.
- Seri 1xxx.
Aluminium Seri 1 merupakan tipe yang unsur utamanya 99 % Al, untuk aplikasinya di Industri elektronik dan untuk industri yang bergerak di bidang kimia. - Seri 2xxx.
Seri 2 merupakan tipe yang unsur paduan utamanya adalah tembaga, komposisi tembaga pada seri ini antara 1,9 – 6,8 %. Material ini digunakan pada industri pesawat terbang. - Seri 3xxx.
Seri 3 adalah jenis aluminium yang unsur utamanya manganese dengan komposisi antara 0,3 – 1,5 %. Material ini tidak dapat dilakukan perlakuan panas, untuk kekuatan tariknya menengah dan mudah dikerjakan. - Seri 4xxx.
Seri 4 tipe aluminium yang paduan utamanya adalah silicon dengan kandungan 3,6 – 13,5 % dan termasuk dalam kelompok yang tidak dapat dilakukan perlakuan panas. - Seri 5xxx.
Aluminium Seri 5 mempunyai unsur panduan utama magnesium dengan komposisi 0,5 – 5,5 %. Tipe ini mempunyai ketahanan korosi yang baik dan mempunyai sifat kemampuan dilas dengan mudah, tipe ini sering diaplikasikan di dunia perkapalan. - Seri 6xxx.
Paduan utama seri ini adalah Silikon 0,2 – 1,7 % dan Magnesium 0,4 – 1,5 %, tipe ini mempunyai sifat mampu dilakukan perlakuan panas dan mempunyai sifat ketahanan korosi yang baik. - Seri 7xxx.
Aluminium Seri 7 mempunyai unsur utama Zinc 1 – 8,2 % dan unsur magnesium. Jenis ini mempunyai sifat mampu dilakukan perlakuan panas untuk mendapatkan kekuatan yang tinggi. Untuk aplikasinya digunakan sebagai kerangka pesawat. - Seri 8xxx.
Seri terakhir ini mempunyai unsur utama zinc.
Arti Nomor kedua pada seri aluminium adalah indikasi modifikasi paduan dan Batasan persentase kemurnian. Untuk yang paduan original dilambangkan dengan angka 0 (nol), penomoran 1-9 artinya modifikasi dari berbagai tipe paduan aluminium yang komposisi tidak terlalu jauh berbeda.
Arti dua nomor terakhir pada Seri Aluminium adalah nilai persentase kemurnian dari paduan aluminium tersebut. Contoh seri 1170 yang artinya nilai persentase aluminium sebesar 99,70 %.
Lihat juga: Cara Mengelas Pipa Semua Posisi
Cara mengelas aluminium, peralatan dan jenis aluminium di atas dapat menambah pengetahuan serta dapat bermanfaat untuk Anda. Jika ada hal yang didiskusikan silakan berikan komentar di bawah.



{kind=link}
Jasa las aluminium disekitar pondok gede…saya i gin las sepeda
Untuk daerah pondok gede masih belum pernah mengelaskan di sana.
merek apa buat las almunium yg bisa di gunakan yg hemat.apakah modifikasi las yg biasa itu bisa .karena lihat vidio bnyak yg modifikasi terus memkai gas argon,apakah itu juga bisa
modifikasi las yang mana maksudnya pak? kalau las aluminium bisa pakai las mig atau tig pak, itu yang rekomended
Pak…las mig pakek gas co2. Apa bisa buat las alumunium
Belum pernah coba pak, kayaknya ndak bisa karena perlu gas inert atau muliah
bang arus normal untuk pengelasan TIG pada alumunium alloy 5052 dengan tebal 10 mm. berapa ya ?