 Cara mengelas Plat Tebal – Tebal pelat merupakan salah satu parameter pengelasan yang harus diperhatikan sebelum proses pengelasan dilakukan. Hal tersebut dikarenakan ketebalan material akan berpengaruh terhadap besar arus, voltase, kecepatan las dan nilai panas yang masuk ke material.
Cara mengelas Plat Tebal – Tebal pelat merupakan salah satu parameter pengelasan yang harus diperhatikan sebelum proses pengelasan dilakukan. Hal tersebut dikarenakan ketebalan material akan berpengaruh terhadap besar arus, voltase, kecepatan las dan nilai panas yang masuk ke material.
Cara mengelas plat tebal sebenarnya lebih mudah dibandingkan dengan mengelas pelat tipis. Karena pelat tebal kita tidak terlalu khawatir akan terjadi lubang pada material tersebut, namun tidak menutup kemungkinan juga material tersebut tidak lubang. Yang dinamakan pelat tebal biasanya di atas 5mm.
Teknik mengelas seperti ayunan, besar ampere, jenis kampuh las juga harus diperhitungkan sebelum melakukan pengelasan jika ingin mendapatkan hasil yang maksimal. Untuk Anda yang ingin mengetahui cara mengelas plat tebal, berikut kami bagikan tipsnya untuk Anda.
Cara Mengelas Listrik Pelat Tebal:
Daftar Isi
Bagi Anda yang ingin mengelas plat tebal, berikut beberapa langkah yang dapat Anda lakukan agar hasil lasnya sesuai kriteria standar.
1. Menggunakan Kampuh Las Yang sesuai.
 Tebal material merupakan salah satu faktor untuk kita dalam memilih jenis Kampuh Las atau jenis sambungan las. Jika kita akan menggunakan tebal material 5 – 6 mm, kita masih dapat menggunakan jenis kampuh I (Square Joint). Namun jika kita mengelas dengan tebal material 8-12 disarankan menggunakan jenis kampuh V.
Tebal material merupakan salah satu faktor untuk kita dalam memilih jenis Kampuh Las atau jenis sambungan las. Jika kita akan menggunakan tebal material 5 – 6 mm, kita masih dapat menggunakan jenis kampuh I (Square Joint). Namun jika kita mengelas dengan tebal material 8-12 disarankan menggunakan jenis kampuh V.
Jika mengelas dengan tebal material di atas 12 mm maka disarankan menggunakan sambungan double V atau juga dapat disebut dengan kampuh X. Karena dengan kampuh X maka hasil penetrasi las – lasan yang didapatkan akan lebih baik.
2. Melakukan persiapan Sambungan Las dengan Benar.
Dalam Mengelas material yang tebal kita harus dapat mengelas hingga penetrasi atau penembusan yang baik, jika sesuai Standard TWI 0-2 mm. Sehingga sebelum mengelas kita harus mempersiapkan sambungan las dengan baik, berikut dimensi Joint preparation yang baik.
- Sudut Bevel: 30 derajat.
- Sudut kampuh: 60 derajat.
- Root gap: 2-3 mm.
- Root Face: 2 mm.
3. Menggunakan Elektroda Yang Sesuai.
Jika hasil lasan Anda akan dilakukan pengujian Tarik, maka Anda perlu memperhitungkan kekuatan elektroda yang Anda gunakan. Jika kekuatan tarik material Anda adalah 60 Ksi, maka kekuatan minimum elektroda yang akan digunakan juga harus minimum 60 ksi. Jika tidak maka dapat menyebabkan hasil las lasan yang diuji patah didaerah las, sehingga lasan Anda dinyatakan gagal.
Kawat Las atau Elektroda juga mempunyai kriteria tertentu, jika ingin mendapatkan penembusan yang baik maka ada elektroda yang direkomendasikan yaitu LB-52 U. Jenis kawat las itu adalah tipe kawat las yang memang khusus untuk penembusan yang baik, kode kawat lasnya adalah E 7016.
4. Gunakan Prosedur Pengelasan Yang Sudah Terkualifikasi.
Sebelum mengelas material sebaiknya Anda mempunyai prosedur pengelasan atau WPS (Welding Procedure Specification) yang sudah terkualifikasi. Karena dengan adanya prosedur las maka kita tinggal mengikuti semua parameter yang ada dan hasil yang akan didapatkan atau hasil las lasan Anda akan dapat diterima sesuai Standard.
Jika Anda mempunyai WPS Anda dapat melihat di Standard AWS, di dalamnya terdapat preWPS yang disediakan untuk material tertentu. Sehingga tanpa melakukan pelaksanaan pembuatan WPS kita sudah dapat mengacu ke sana untuk semua parameternya. Selain AWS, ada ASME, API, ISO dan beberapa Standard lain yang dapat Anda gunakan.
5. Gunakan Arus Las tepat.
 Arus las ini penting untuk diperhatikan dalam pengelasan plat tebal, karena jika arus las yang kita gunakan terlalu kecil maka hasil lasan tidak akan menyatu dengan baik dengan logam induk oleh karena itu Anda perlu tahu tentang cara mengatur arus las yang benar.
Arus las ini penting untuk diperhatikan dalam pengelasan plat tebal, karena jika arus las yang kita gunakan terlalu kecil maka hasil lasan tidak akan menyatu dengan baik dengan logam induk oleh karena itu Anda perlu tahu tentang cara mengatur arus las yang benar.
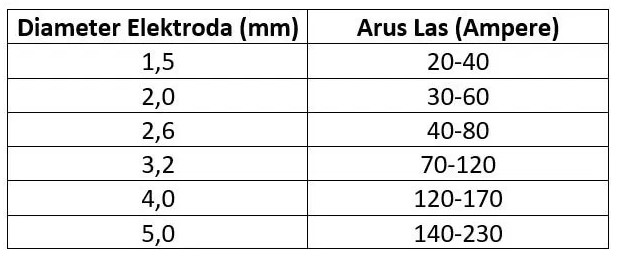
Beberapa pertimbangan dalam pemilihan arus las adalah diameter elektroda, posisi pengelasan, jenis bahan, dan ketebalan material. Untuk melihat tabel arus las berdasarkan diameter, Anda dapat melihat tabel di atas. Atau silahkan kunjungi tutorial cara mengatur amper las.
6. Tentukan jumlah Layer yang tepat.
Jumlah layer dalam proses pengelasan ini akan berpengaruh terhadap masukan panas, jika jumlah layer sedikit untuk tebal pelat 10 maka proses pengelasan kita cenderung lambat. Jika demikian masukan panas juga akan semakin tinggi, namun hal ini juga dipengaruhi oleh besar arus dan voltase juga.
Karena dalam menghitung masukan panas atau heat input adalah ampere x voltase dibagi dengan kecepatan pengelasan kemudian dikalikan dengan koefisien proses pengelasan.
7. Gunakan Mesin Las yang Terkalibrasi.
Setelah Anda melakukan beberapa tips di atas dengan baik, jangan lupa juga pastikan mesin las Anda dalam keadaan baik. Hal ini dapat dilihat dari tabel kalibrasi yang sudah expired atau belum, jika sudah melebihi waktu batas kalibrasi maka sebaiknya Anda kalibrasi ulang. Karena jika tidak dikalibrasi ulang, dapat menyebabkan parameter yang kita setting tidak sesuai dengan output pada mesin las.
9. Gunakan Jenis Mesin Las yang Otomatis atau Semiotomatis.
Dalam mengelas plat tebal, deposit las yang dihasilkan juga cukup besar. Sehingga jika Anda mempunyai mesin las yang otomatis (SAW) atau semiotomatis (FCAW dan GMAW) maka lebih baik Anda menggunakan alat tersebut, karena dengan perlatan itu proses pengelasan akan lebih cepat selesai dibanding dengan las manual.
8. Lakukan proses perlakuan panas.
Pada pelat yang tebal setelah proses pengelasan selesai maka laju pendinginan akan lebih cepat dibandingkan pelat yang tipis. Sehingga Anda dapat melakukan pre heat (pemanasan sebelum pengelasan pada material) atau Post Weld Heat Treatment (Proses pemanasan setelah pengelasan pada material.
Salah satu tujuan kedua perlakuan tersebut adalah mengurangi laju pendinginan yang cepat, karena semakin cepat laju pendinginan maka ketangguhan (keuletan dan nilai uji impact) dari material tersebut akan menurun.
Baca juga: Cara Mengelas Plat Tipis Agar tidak Lubang
Cara mengelas pelat tebal di atas semoga dapat bermanfaat untuk Anda semuanya, jika ada saran atau hal yang ingin ditanyakan silakan masukkan dalam kolom komentar, sekian.



{kind=link}
Kita mau mengelas penyambungan besi ulir 16,18 atau 22 ,,kawat yg ukuran berapa dan jenisnya,,trima ksh
bisa menggunakan diameter kawat 2,6 atau 3,2 Pak. Untuk jenis kawatnya bisa yang Low Hidrogen