 Cara Melakukan Uji Visual Hasil Pengelasan – Dalam memeriksa hasil pengelasan ada beberapa jenis pengujian yaitu uji visual, uji merusak dan uji tidak merusak. Uji Visual dilakukan hanya pada bagian permukaan las baik pada permukaan las atau weld face dan bagian akar las atau root.
Cara Melakukan Uji Visual Hasil Pengelasan – Dalam memeriksa hasil pengelasan ada beberapa jenis pengujian yaitu uji visual, uji merusak dan uji tidak merusak. Uji Visual dilakukan hanya pada bagian permukaan las baik pada permukaan las atau weld face dan bagian akar las atau root.
Uji Visual pada hasil lasan harus dilakukan dengan prosedur yang benar agar hasil yang didapatkan akurat dan sesuai prosedur. Selain itu inspector yang melakukan Visual Test harus mampu menggunakan dan membaca alat inspeksi dengan baik. Berikut ini langkah langkah dalam melakukan uji Visual.
Prosedur Visual Inspection:
Daftar Isi
1. Cahaya atau Penerangan.
Sesuai dengan standard ISO 17637 minimal pencahayaan saat melakukan uji visual adalah 350 lux, namun yang direkomendasikan adalah 500 lux atau pencahayaan yang normal dalam sebuah kantor dan workshop (bengkel). Untuk mengukur intensitas cahaya dapat menggunakan Lux Meter.
2. Posisi saat melakukan Inspeksi.
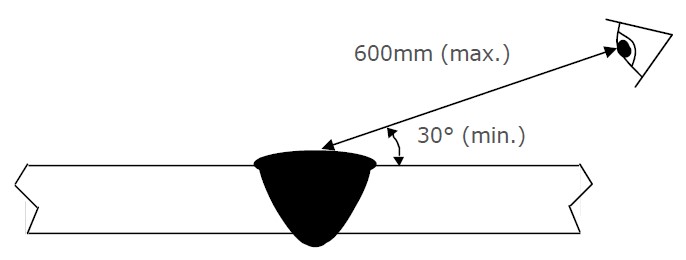 Jarak mata dari permukaan lasan yang dilakukan inspeksi sejauh 600 mm dengan posisi sudut minimal 30 derajat, untuk lebih jelasnya Anda dapat melihat gambar cara inspeksi Uji Visual di atas.
Jarak mata dari permukaan lasan yang dilakukan inspeksi sejauh 600 mm dengan posisi sudut minimal 30 derajat, untuk lebih jelasnya Anda dapat melihat gambar cara inspeksi Uji Visual di atas.
Baca juga: Bagian bagian hasil Las
3. Peralatan yang digunakan untuk Visual Inspection
- Dedicated Weld Gap Gauges.
Untuk mengukur gap atau jarak dari kedua pelat. - Linier Misalignment atau Hi-Lo Gauges.
Berfungsi untuk mengetahui perbedaan tinggi rendah dari pelat yang disambung. - Welding Gauges.
Digunakan untuk mengukur sudut bevel, permukaan las, akar las, ukuran fillet (throat, leg length), kedalaman undercut, kedalaman underfill, ketinggian lasan dan yang lainnya. - Jangka Sorong.
Jangka Sorong Digunakan untuk mengukur panjang dan lebar lasan. - Lesa Pembesar.
Untuk melihat pembesaran ukuran cacat hingga 2x sampai 5x.
Setelah prosedur dan peralatan di atas sudah lengkap, maka Anda sudah dapat melakukan Visual Inspection. Untuk syarat keberterimaan atau Acceptance Criteria setiap Standar mempunyai syarat keberterimaan cacat las yang berbeda beda, untuk ASME dapat Anda lihat di ASME Sec IX, untuk ISO di ISO 17637, tergantung standar atau Code yang Anda gunakan dalam produk tersebut.
Baca juga: Cara Menggunakan Welding Gauge
Itulah Peralatan dan prosedur Uji Visual yang perlu Anda ketahui, kemampuan inspesksi akan semakin bertambah seiring dengan jam terbang kita saat inspeksi di lapangan. Semoga artikel di atas dapat bermanfaat dan jika ada pertanyaan silahkan ajukan di kolom komentar atau di kontak kami.
{kind=link}
maaf mau tanya, sumber nya dari mana saja ya?
Sudah tertera di artikel kak, sesuai ISO 17637