
Bagian Bagian Las – Setiap proses pengelasan menghasilkan beberapa bagian atau daerah yang mempunyai sifat mekanik (kekuatan Tarik, kekerasan dan ketangguhan) yang berbeda-beda. Namun sebelum mengarah kesana, Anda harus terlebih dahulu mengetahui bagian bagian dari hasil pengelasan.
Pada umumnya yang diketahui hanya bagian logam induk, logam lasan, HAZ, weld face dan root face. Sebenarnya masih ada beberapa bagian las yang perlu Anda ketahui, namun pada aplikasinya terkadang perlu dilakukan pengujian las berupa uji makro Etsa untuk melihat bagian tersebut. Berikut ini bagian bagian hasil pengelasan.
Bagian Bagian dari Hasil Pengelasan:
Daftar Isi
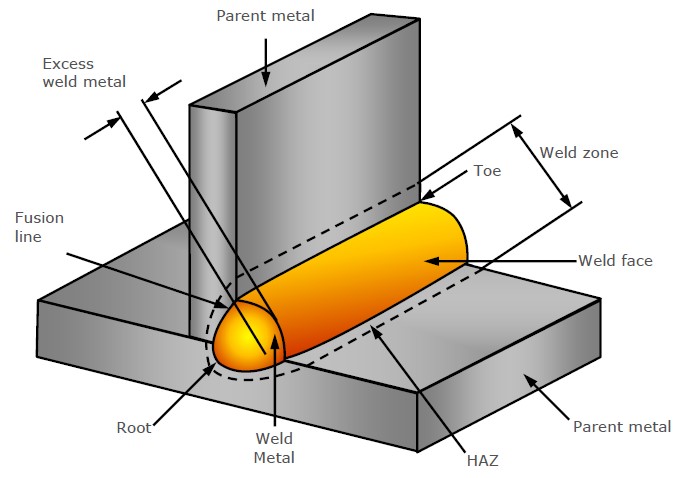
1. Logam Induk (Base Metal).
Logam yang disambung dengan menggunakan metode pengelasan atau Brazing.
2. Logam Las (Weld Metal).
Logam yang mencair saat proses pengelasan, logam lasan ini terdiri dari logam induk dan filler metal (elektroda) yang mencair saat proses pengelasan.
3. Filler Metal.
Logam yang ditambahkan saat proses pengelasan atau brasing, yang nantinya melebur menjadi satu dengan logam induk dan membeku menjadi logam las.
4. HAZ (Heat Affected Zone).
Bagian dari logam Induk (Base Metal) yang terkena pengaruh panas saat proses pengelasan atau proses pemotongan (thermal cutting) namun tidak ikut mencair atau meleleh. Pada daerah ini biasanya nilai ketangguhan turun namun nilai kekerasan meningkat dan daerah yang paling rawan mengalami kegetasan.
Baca juga: Cara Mengelas Yang Baik
5. Daerah Las (Weld Zone).
Daerah yang terdiri dari logam las dan HAZ.
6. Permukaan Las (Weld Face).
Daerah permukaan lasan yang menyatu, mulai dari pertama kali proses pengelasan dilakukan hingga akhir pengelasan.
7. Akar Las (Root).
Daerah yang berada dibagian pertama kali tukang las melakukan proses las atau dibagian paling awal, sehingga bagian ini disebut akar las.
8. Garis Penyatuan (Fusion Line).
Batas antara daerah HAZ dan daerah Logam Las.
9. Toe.
Toe adalah batas dari daerah permukaan lasan dengan logam induk atau batas antar pass. Bagian ini merupakan salah satu bagian las yang sangat penting, karena di sini juga tempat stress concentration. Oleh karena itu toe harus dihaluskan agar tidak terjadi konsentrasi tegangan.
10. Tinggi Weld Metal (Excess Weld Metal).
Bagian lasan yang berada di atas atau di permukaan, setiap standard mempunyai kriteria masing masing dalam mengatur maksimal ketinggiannya. Karena jika terjadi excess weld metal atau overfill dapat menyebabkan konsentrasi tegangan.
Baca juga: Macam Macam Sambungan Las
Bagian Bagian Lasan di atas dapat Anda lihat secara langsung pada Gambar, baik untuk jenis sambungan las Butt maupun Fillet Weld. Bagian tersebut wajib diketahui oleh Inspector yang akan melakukan uji Visual atau Uji Makro Etsa agar hasil uji dapat dipertanggung jawabkan.



{kind=link}