
- Mesin Las GTAW
Pengelasan GTAW (Gas Tungsten Arc Welding) adalah sebuah proses pengelasan busur listrik yang menggunakan elektroda tak terumpan atau tidak ikut mencair. Pada pengelasan GTAW ini elektroda atau tungsten ini hanya berfungsi sebagai penghasil busur listrik saat bersentuhan dengan benda kerja, sedangkan untuk logam pengisi adalah filler rod. Pengelasan GTAW ini juga sering disebut dengan Las Argon, hal tersebut dikarenakan gas pelindung yang digunakan adalah gas Argon.
Las GTAW ini juga disebut dengan Las TIG yang mempunyai kepanjangan Tungsten Inert Gas, perbedaan ini hanya penyebutannya saja. Kalau GTAW itu lebih sering untuk istilah Amerika sedangkan TIG adalah untuk daerah Eropa. Fungsi Las GTAW ini biasanya digunakan untuk melakukan pengelasan Aluminium atau stainless steel yang memang banyak membutuhkan perlakuan khusus. Untuk mengetahui secara detail tentang LAS GTAW berikut ini detailnya.
Peralatan Las GTAW TIG (Gas Tungsten Arc Welding) :
Daftar Isi
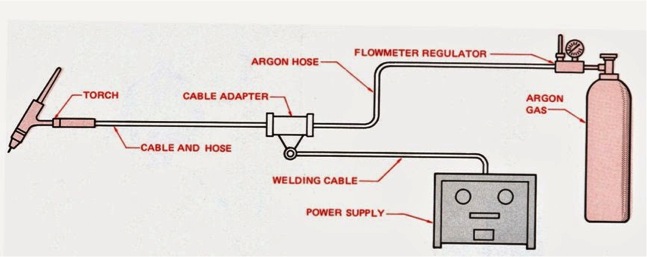
1. Mesin Las GTAW
Mesin las gas GTAW ini mempunyai dua jenis arus yaitu AC dan DC. Namun yang paling sering digunakan untuk mengelas adalah arus DC. Dalam mesin las Arus DC juga terdapat dua jenis polaritas yaitu Polaritas DCEN (Direct Current Elektroda Negatif) dan DCEP (Direct Current Elektroda Positif). Untuk penggunaannya biasanya DCEN digunakan untuk pengelasan yang membutuhkan penetrasi dalam seperti root pada sambungan V Joint.
Baca juga : Harga Mesin Las GTAW Argon Terbaru
2. Welding Torch
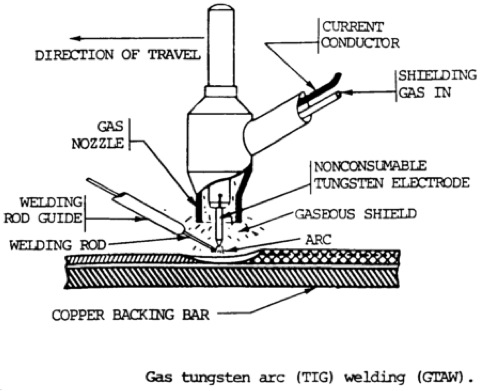
Welding Torch adalah alat yang digunakan sebagai pegangan saat proses pengelasan, dalam welding torch terdapat beberapa komponen seperti ceramic cup yang berfungsi sebagai tempat keluarnya gas pelindung. Kemudian tempat tungsten, penghantar arus listrik, slang gas pelindung. Untuk detail gambarnya silahkan lihat gambar di bawah ini.
3. Tabung Gas TIG
Tabung gas pada pengelasan GTAW ini berfungsi sebagai penyimpang gas pelindung yang digunakan untuk proses pengelasan GTAW. Pada pengelasan TIG ini digunakan gas pelindung Argon, Helium atau Argon mix dengan Helium. Saat proses pengelasan tabung gas dibuka beserta regulatornya kemudian gas akan disalurkan melalui selang ke welding torch.
4. Kawat Las GTAW (Welding Rod)
Kawat las atau bahan tambah yang digunakan untuk pengelasan GTAW ini bermacam macam, ada tipe ER 70 S, ER 308 L – 16, ER 309 Mo L, ER 309 Mo L- 16/17, ER 316 L – 16, ER 312 – 16. Semua jenis Welding rod tersebut dapat diaplikasikan pada pengelasan baja maupun jenis material yang tahan korosi.
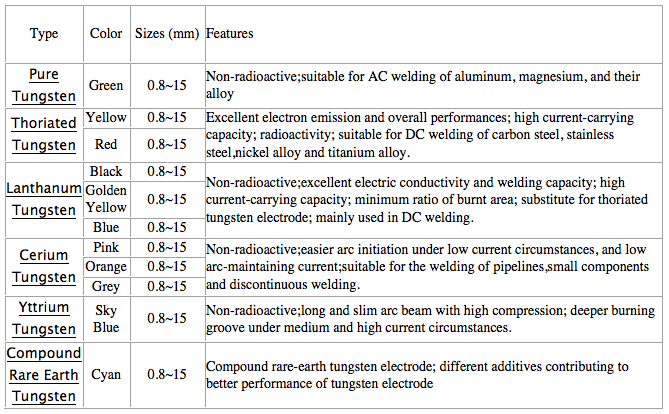
5. Tungsten Elektroda GTAW
Dalam pemilihan tungsten elektroda GTAW juga bermacam macam, pemilihan tersebut disesuaikan dengan jeni material yang digunakan. Oleh karena itu tidak boleh sembarangan dalam memilih tungsten agar hasil lasan yang dihasilkan dapat maksimal dan sesuai dengan standar pengelasan. Berikut ini spesifikasi dalam pemilihan Tungsten Elektroda GTAW.
Polaritas Las GTAW :
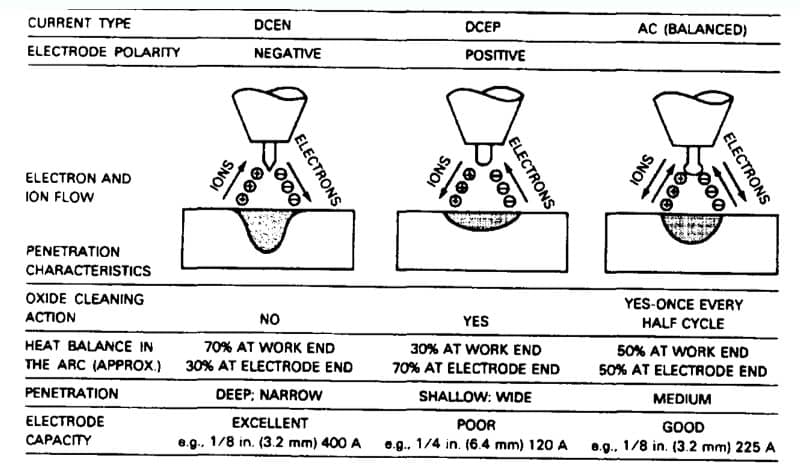
Polaritas pada Gas Tungsten Arc Welding untuk penetrasi yang dalam terdapat pada polaritas DCEN, sedangkan untuk yang dangkal terdapat pada DCEP. Hal itu dikarenakan panas pada DCEN 70% berada di Basemetal 30% di elektroda, sedangkan pada DCEP atau DCRP 70% panas berada di Elektroda dan 30% di benda kerja. Sedangkan untuk Arus AC masing masing 50%.
Untuk Anda yang ingin mengelas Aluminium disarankan untuk menggunakan Arus AC atau DCEP, hal tersebut dikarenakan keduanya ada proses cleaning oxide sebelum proses pengelasan berlangsung. Untuk lebih lengkap Anda dapat melihat tabel di atas.
Prinsip Kerja Las GTAW :
Pengelasan GTAW merupakan jenis las Elektroda tak terumpan atau elektroda hanya sebagai sumber busur bukan sebagai logam pengisi. Untuk logam pengisinya menggunakan bahan tambah (filler metal). Untuk jenis pelindungnya berupa gas inert (gas Argon dan Helium atau mixing keduanya).
Untuk langkah kerjanya pastikan mesin menyala dan aliran gas sudah sesuai, atur ampere sesuai dengan prosedur pengelasan. Nyalakan switch di Welding Torch dan sentuhkan ujung tungsten ke benda kerja, setelah busur nyala lelehkan benda kerja kemudian filler metal dekatkan dengan busur setelah itu keduanya akan menyala dan leleh. Untuk mendapatkan hasil yang bagus lakukan ayunan secara konstan. Lihat teknik mengelas di sini.
Kelebihan dan Kekurangan Las GTAW
Kelebihan Las GTAW :
- Hasil pengelasan tidak perlu dibersihkan karena tidak menghasilkan slag.
- Aliran gas menjadikan daerah disekitar cairan logam tidak mengandung udara sehingga mencegah pengotoran oleh nitrogen dan oksigen,yang dapat menyebabkan oksidasi.
- Hasil lasan lebih kuat karena dapat penetrasi yang dalam dan ketahanan korosi lebih tinggi.
- Hasil pengelasan sangat bersih.
- Proses pengelasan dapat diamati dengan mudah, asap yang timbul tidak banyak.
- Jarang terjadi deformasi karena pusat panas sangat kecil.
- Tidak menghasilkan spater atau percikan las sehingga lasan lebih bersih.
Kekurangan Las GTAW :
- Untuk efisiensi kecepatan las GTAW rendah.
- Saat proses pengelasan berlangsung dapat terjadi burnback.
- Cacat las porositas atau lubang-lubang kecil sering terjadi jika gas pelindung permukaan pengelasan tidak dapat melindungi secara maksimal.
- Dapat terjadi tungsten inclusion.
Pengertian Pengelasan GTAW atau Las Tig di atas semoga dapat membantu Anda dalam mengerjakan tugas atau dalam belajar tentang Ilmu Pengelasan. Jika ada pertanyaan atau kritik silahkan kirimkan melalui kontak atau komen dikolom bawah.



{kind=link}
Sangat bermanfaat, terimakasih
Sangat membantu, terimakasih
terima kasih
Sama sama